Worm / Cutter

As I mentioned earlier this was an experimental worm gear using the
3/4"-10 threaded studs for worms.
If you have attempted to turn a true worm it can be very time consuming
and difficult to make them uniform.
Since this project worked well I plan on purchasing a length of 10
tpi Acme thread for the next set of worms.
The Acme thread is a lot closer to a true worm profile.
Making The Cutter
Hobbing Cutter

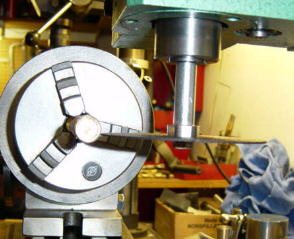
To make the cutter I used the Grizzly mini mill with an abrasive cutoff
wheel
at full rpm. I placed the 3/4" threaded stud in the dividing head and
made 8
notches to form the cutter teeth.
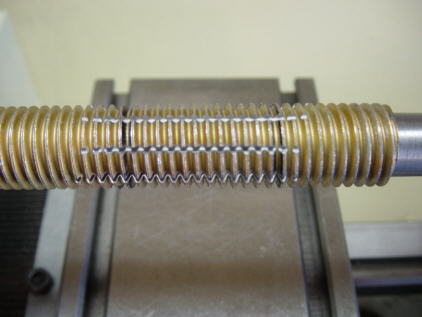
I made the cuts below center as shown above to give rake to the cutter
teeth.
The cutter worked well but I do plan on the next cutter to use a little
wider cutoff wheel. The wheel
I used here was 1/32" thick. I think a little wider gash would help
the cutter to work a little faster.

The cutoff wheels can be purchased at any welding supply store.
These are great for cutting hard material.

The wheel I used - 4" OD x 3/8" ID

Here's a simple cutoff wheel arbor I made from a 1/2" bolt.
I faced off the bolt to leave a 3/8" shoulder for the 3/8" ID cutoff
wheel to attach to.

3/4"x10 tpi threaded stud
Cutter
Worm shaft
Click below for more details